�����r����D���ď����C���cƣ�ډ����о��Mչ
�r�g��2022��05��12�� �������Փ�� �Δ���
����ժ Ҫ���Y���ľo���B�Ӽ��Ǻ����I���е���Ҫ���A�������䑪�����І��}һֱ�ܵ��W�g����I������c�Pע�������r����D�����gͨ�^�D���������Y��������Ч�������������ƿױ��܇����^�M���Y���������Y���Ŀ�ƣ�����ܣ��Ķ���ߺ����w�����ķ��ۉ����������ԏ�����Y�����о�����������D�����P���g���о��F��C�����r����D�����g�Ĺ�ˇ�^�̼�ϵ�y�M�ɣ��քe�đ����ֲ����^�M���ݻ��ĽǶȌ��������ÙC���M��ϵ�y�����Ϳ��Y��Ԕ����B�˿����r����D��������ˇ�l����ƣ�ډ�����Ӱ푣��w�{���Y�˿Y����D�����g��ƣ�ڔ�ڷ����͉����A�y���о��Y�����о���������D��������ױ��܇��Ě��������ֲ����^�M���������ƣ�ͨ�^���뚈���������������ⲿ�d�ɛ_����ͬ�r����Ч����λ�e��������ֵ�ͻ��Ƶ�����λ�e���γɣ���ֹ�˾����Ļ��ӣ����H�������Ѽy�ĔUչ���ʣ���������˿Y��������׃����������D��������ˇ�����ă�����ƣ�ډ���������Ҫ��Ӱ푡����������ò�ͽ���������ˇ�����Ĕ��Wģ�ͣ����Ԟ�ƣ�ډ����ľ����A�y�ṩ��Փ���������Y�ό��H���a��ˇ�ļ��g����Փ��չ�����r����D���������g��δ���о������Q���P�I���}�Ͱlչڅ�ݡ�
�����P�I�~������;�r��;��D��;��������;ƣ�ډ���
�����Y����Ɍ��F�O���p�������B�ӿɿ��;S�o����ȃ��c���V�������ں��պ����I���У��w�C�д����ęCе�Y����ͨ�^�Y���M�оo���B��[1-3]�����Ǿo�̿������B�Ӻ͂��f�d�����õ�ͬ�r���Ɖ���ԭ���O��Y���Ͳ����ϵ��B�m�ԣ������^�����a���������ЬF���ڽ�׃�d�ɵ��������a��ƣ���Ѽy����������ʧЧ���о��������w�C���ϵ� 50%~90%�w���ڿY����ʧЧ��ƣ���Ɖ��ѽ��ɞ��w�C�Y������Ҫ�Ɖ���ʽ[4, 5]�������߿Y���Ŀ�ƣ�ڏ��Ȍ������w�Cʹ�����ܼ����L��������P��Ҫ��
����������߿Y���İ�ȫ���c�ɿ��ԣ��������T���W���_չ�˴����о��������הD���������в������Ρ��ɱ��͡��ɿ��Ժõȃ��c���ɞ麽�սY�������������Ҫ�����ֶ�[6-8]������D���������Ĺ�ˇ��о���D�������^�̞�ֱ�����ڴ�������ֱ����о���д��^�������ס����˱��C�D���������ȣ�Ҫ��о�������^�ߵĿ�׃��������ͬ�r���˱��⽵�Ϳױڱ���p����о���Ϳױ���������̎����
�������ǿY��ֱ�ӔD��������������ɿ�߅��ͻ��ͿױڵIJ�������˺�������������r����D���������g�����ڔD��о���c��֮�g�����r��������f���|���D���rо���N���r�״��^�ף�о���ĔD����ͨ�^�r�ׂ��f�o�ױڡ��@�ӏ����˷���“�w߅”�������ĺͿ�߅��ͻ�_�Ȳ���Ч������������ˏ����|�����Y����D���r�֞��_�p�r�ס��o�p�����r����ʽ��������҇��r�הD���������g�������ں��պ���������I�����ڙC���͙C��֮�g�B�ӿס��C���±�����˨�ס��C�����ڵ��w�C�P�I���������B�ӿď��������Ľ�B���r����D�����g�Ĺ�ˇ�^�̼�ϵ�yӲ���M�ɣ��քe�đ����ֲ����^�M�������U���ˏ����C������B�˿Y���D������ƣ�ډ������о��F����Y�ό��H���a��ˇ�İlչ���������Ŀǰ�о���Ҫ��Q�Ć��}��δ���İlչڅ�ݣ���Y����D�������о����Mһ���_չ�ṩ�����c˼·��
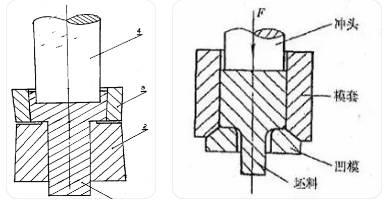
����1 �r����D��������ˇ����
�����r����D���������g���в��������ҏ���Ч���õȃ��c������u�ɞ������ˇ�г��õķ�ʽ֮һ��ԓ���g���о���Դ������ƣ�ڼ��g��˾(Fatigue Technology Inc., FTI)����ĸ�������r�װ��b����——ForceMate®�����r�װ��b���g[9]���������o��ʮ������ڣ��������Ȍ�܊���w�C���ø�����Ϗ������g���S�����ƏV�������w�C���������˹ DC-8 �Ͳ��� 707 �C�͡�����ʮ������ڣ���D���������g�ѽ��_ʼ�����ڲ��� 747��������˹ DC-10 �����ϣ�� L-1011 �șC�͡�
������ˣ������� FTI ��������I���γ���ϵ�л����������Լ���������ļ��g�wϵ�����F���r����D���������g��܊�ü������w�C�е�ϵ�y�����ã����ѽ��γɼ��g���i�͉Ŕ�[10]���҇�ᘌ��r����D���������g���о����^������Ҫ�����ں��պͺ����I���Ǵ��r����Ȼ��Ҫ�M�ڣ�����D�����g�^�������Ŀǰ�҇��r����D���������g���о���Ҫ�����ں���Ժ����У���І�λ[11, 12]���mȻ�ѽ��_չ�����P�о��Ƅ�����D���������g�İlչ��������D�������Ч����ʹ�É������c������Ⱦ���һ����࣬�����r����D�����g���O������P�о�����^�١�
����1.1 ��ˇϵ�yӲ���M��
�����r����D������ϵ�y��Ҫ���r�ס��D��о�����D���O�䡢�������ʹ����������M�ɡ�����D��о���ʹ����������g�D�������f�Ľ��|�������r����һ�N��Ҫ�ĿY����D���r�ף���D 1 ��ʾ[11]���c�����r����ȣ������r�����^ӯ��ʽ�ÿ׃ȣ��܉F���ߵĔD���^ӯ��������ͬ�r�����a���ױ����ĥ�p���a�����`������r�ļӹ������^�ߣ��ӹ��y���^���r�ײ��ϵă��x�Ǵ_����l�]�������ܵĻ��A�������r�ײ��Ϟ鲻�P䓲��ϡ�302 ���P䓾���������С���t��懺����ߣ����g�Ժ���ĥ�ԏ��ȃ��c���@�܉��C��D���r�r���܉�M��D��о���ĔD������Ҫ�����Ա�����Ѷ������׃ȱ��档�D��о������D�������O����P�I��������Ҫ�� 1)�B�ӶΡ�2)����Ρ�3)�� 5)ǰ���F���Լ� 4)�����νM�ɣ����й����Ξ��������õIJ�λ��
����о��Ҫ��߂��^�ߵ�Ӳ�ȣ�����D���^��ĥ�p��׃��ʧЧ��Ӳ��һ��� HRC≥63~66�����˱���о�������^�ڴֲڌ��r�׃ȿױ���Ʉ��ۓp����һ��о������Ĵֲڶ�С�� 0.2 μm���䳣�ò��Ϟ��uϵ���u�fϵ����䓡�����D�������O���������������ʽ�̈́�����Դ�����Ҫ�֞����κ��Ɖ��ɷN��ʽ��������Դ��Һ������Ӻ͚�Һ��τ������o�b�á����˽��͏�����ױڱ���p�����D���еĝ�������ʹ���Ȟ���Ҫ�����H�܉��@���p��о�������κ��r�׃ȿ�Ħ��ϵ���������܉���Ч�����D���^���еĜضȣ�����ֲ��ض��^�ߌ��µı���ճ�Y�О顣
����1.2 ��D�������^��
�����r����D���������g��ͨ�^�r���D��о���ĔD�������f�o�ױڣ��ډ����r����D�������^����Ҫ�֞���ӹ����הD�������ͽK�ӹ������A�Ρ����ӹ��r�������������M�ЙCе�ӹ�ʹ��M�������ijߴ��c���ȡ��M�пהD�������r�����������������׳ߴ��x����m���r��о����̖�����r���A�ȝ������b�ڔD��о���ϣ���о���B�Ӷ��b�������У�о��-�r�M�������ڏ����Y����;Ȼ�����ñ��ñ�����r����о�����ط�������ɶȣ����Ӛ�Î���������о��������о���Ĺ�����ֱ�������r�׃ȿ�ֱ������о�������r���^ӯ�D���ķ�ʽͨ�^�r�׃ȿס��r����Û�l������׃��ʹ���r����ڌ��Y���M�ДD�����������ױ����ܵ��D����������Ҳ�S֮�l������׃�Σ��Ķ��ڿ��܇��a����������������˿�ƣ�ډ���;����r�ױ����b�ڿ��гɞ�Y����һ���֣���ɿ���D�������^�̡��K�ӹ��r��ᘌ��D��������Ŀ��M�к���̎�����_���M���c��������㲿�����b��Ҫ��
�����r����D��������ֱ��Ӱ����C�ķ������ܣ�����ʧЧ�܉�����ش��¹ʡ���ˣ��_չ�r����D���ď����C����ƣ�ډ����о�������ָ���r����D��������ˇ��������ú�܊���w�C�ķ��ۉ��������M���������I��İlչ��������Ҫ���x��
����2 �r����D�������C��
������D��������߿��ۉ����ă��ڙC�ƿɚw�{��ױ�̎�����������Įa�����^�M����׃���ͺ��^�����|���ĸ���[12]�����^о��-�r�M����D���ď������܇����w�l����׃��Ť���ͻ��Ƶ�ȱ�ݣ��Ķ��γɴ���λ�e����λ�e����ֵ�͔Uչ�^���У����ڽ������õĴ���ʹ�Ñ��������¾��wȱ�ݱ����ƣ��γ��ˑ��������ӣ��Ķ������˱��D�����ēp��[13]�����^о���D��������Ŀױڱ����������暈�������������������Ľ��벻�H������ʹ�Ѽy�a���������������g�Ӹ�׃���Ѽy��˵đ����������ӣ��Ķ������Ѽy�����͔Uչ�����á�ͬ�r���c�Y������ϵ��r�ו�ʹ�Ú��������������������g�ӽ��������d���ƉĿױڽY�����L�U���������Y�����^���ӹ�����������������׃���γ��^“����-����”�������Y����ʹ�ÿױڱ�����Ӵֲڡ������^��D�����������ú�“����”�Y������ƽ�����l����“����”���ӵ�څ�ݣ����“����-����”�������Y����ںϣ��Ķ�����˱��������ԣ������ˑ������У�����˿Y���ķ�������[14]��
����2.1 ��D�������đ�����B�о�
�����r����D���������Ը��ƿY���đ�����B���D���������׃�Ό��ܵ����ԅ^�����돽����֏��������ã��ڿױڵ�һ����ȷ����Ȯa�������ӣ����������ֲ����^�ߵĚ����������������r����D���������Ԝp�ٿױ��܇��������Ѕ^����ѼyԴ�����ƾ��w���ƣ��Ķ��܉��@���������o�̿�ʹ�����ܣ��M���麽���w�������L���������ṩ���ϡ�
����������Ӛ���������ֱ��Ӱ���ƣ�����ܡ�����D�������������о���Ҫ�֞�����������z�y�͔�ֵģ�M��Yan[16]����������ĈAͲ-���װ�ģ�͵Ě��������ľ��_�ⷨ���о��˲�ͬ�ɿ���ϵ�����w�C�Y���IJ�ͬ�����Pϵ��Hsu �� Forman[17]���ڏ���������׃�ε�������Փ���Y����������� RambergOsgood ���ϱ����Pϵ������˟o�呪����B�ľ��_����ģ�ͣ��@������D����ж�d��Ě���������Joede[18]������ʽϵ���������ӣ������˲�ͬ�ں��¿�����Ě����������Wģ�ͣ�����ͨ�^����Ԫģ�M�͌��z�y��C��ģ�͵Ĝʴ_�ԡ�
�����Ͼ����պ����W�캣����D�����܇����������M������Փ�����������˼��d�^�̑�����λ�Ʒ������Wģ�ͣ�����Ӌ��ֵ�c��D����ױ��������������ֵ�M�Ќ��ȣ��Y����D 6 ��ʾ[19]���Ɍ��ȽY����֪����ՓӋ��ֵ�͌��ֵ������ͬڅ�ݣ�����ֵ������ƫ�����r�w������ՓӋ���M���˲������돗����׃�εļ��O�����nj��H�����r�_�����O���Ȳ�����������˲�g�pС���������ڌ��z�y�ֶβ���˞��`��Ĵ���ʹ�Üy���r�y����a��ƫ�
������D���������������Ľ����������Õr�����ڌ��H��D�������S��(����)��������^�����ݶȣ��@�N�����y�Խ�Q���s��ԇ���Π߅��l���c�d����ʽ�Ȍ��H��D����ˇ���}��ͬ�r�����������ʄt��������B������ģ�ͺ�ж�d��ʽ�IJ�ͬ���@�õĽY��Ҳ��������mȻ�����������ڲ���֮̎���������܉����o����D�����������ֲ��Ĕ��W���_ʽ�����څ������о�������m����Ԫ�����c����о��ṩ��Փ֧�Σ�����Ծ����о��rֵ����D������ܚ��������Č��z�y�����������P����O��팍�F��
����ͨ�^�z�y���܇����ԑ�׃��λ�ƻ�ň����Ե��c�ȑ������P��׃�������ƌ����������ֲ���r[20]���Y���Ě��������z�y��Ҫ�֞��Гp�z�y�͟o�p�z�y���Гp�z�y�����hо�������ӷ����Ѽy��ȷ���ԓ�z�y�����g�����ҙz�y�ɿ������������z�y�Ӽ���ɓp�����o�p�z�y���� X �侀���䷨�����������������䷨�ʹŜy���ȣ����z�y�Ӽ�������ɓp�����Ķ��_���˘Ӽ���ʹ������[21]��Zhang ��[22]�քe�����˵ȸ߾�����X �侀���y���� EN8 䓰���D�����������������@�N�y�������@�õČ��ֵ�c����Ԫ����Y���M���˱��^��������D 8 ��ʾ���о��Y���������ȸ߾����c����Ԫ��Ӌ��Y���Ǻ����ã��ȸ߾�����������F�К��������y�������������D�����Ѽy�����͔Uչ���о��ṩ���g֧�֡�
����2.2 ��D���������^�M��׃��
�������^��D��������ĿY�����H�����˚��������������ҿױڱ���^�M���Y���õ����ơ��^�M���ĸ�׃��Ч������ƣ���Ѽy�������͔Uչ���Ķ�����˿Y���ķ������ܡ�����팦��D���������@�M����׃���ѽ��������˂�����ҕ��Faghih �Ȍ��V�Ͻ��M������D���������@�M���M���˷������о��˔D�������^�M��׃����Ӱ푡�
�����ߏ�����D�������£����@�M���аl�F�˾��gȱ�ݡ�5%��Ûԇ�ӵ� SEM �@��Ƭ�@ʾ������ȫ�p�@���]���κ�ȱ��;�� 6%��D��ԇ�ӄt���ھ��gȱ�ݻ��Ѽy��ȱ�ݵĴ���������������^������׃�Σ����¾����Ļ��ӡ����⣬��ֲ��DҲ�C���˼{���ٻ������ھ���̎��������K��λ�e���\�ӡ���ˣ�λ�e���������܇��ѷe���Ķ���������W���ܡ�ͬ�r�l�F��D������ܵĸ�λ�e�ܶȺ��w�e�֔��Č\��ʹ��Ӳ�����ӣ���߅λ�����g��Č\���w�e�֔����ڔD����͔D���档
����3 ��D��������ƣ�ډ����о��Mչ
��������D������ƣ�ډ����о��Ǵ_���O�䷀���������A�y�S�o���ڵ���Ҫָ�ˣ������^��ƣ��ʧЧ��ʽ�D����ƣ�ډ����о��������������O�䰲ȫ���ەr�g����D��������ƣ�ډ�����Ҫ�֞锵ֵģ�M�͌���о������Д�ֵģ�M�о���Ҫ���F��ƣ�ډ����A�y����ˇ����Ӱ�Ҏ���ϡ�������D���Č���о���Ŀǰ��Ҫ������ƣ�ډ����A�y����ƣ�ډ�������Ĺ�ˇ����Ӱ푡���D����ױ��@�M��׃���Լ�����ԇ����ƣ�ڔ�ڷ����ȷ��档
����3.1 ��D�������Ŀ�ƣ�ډ����A�y
��������̽����D���������ƣ�ډ�����������W���_չ�˴������о�������ᘌ�ƣ�ډ�����ֵģ�M�о������W���ڵõ��Ě��������Y�����������x��������ֲ�������׃����ƣ�ډ��������������הD�����Σ�U��Ԫ�M��ƣ�ډ�������;Ҳ�ЌW���ڿ���D����ֵ������A�ϣ�������� S-N ����������ƣ�ډ�������ܛ���M�Љ������档��������Ԫ�����Ĕ�ֵģ�M���g���Ԍ��F��D�����r�ͿY����ƣ�ډ���������A�y��Lacarac[39]��������Ԫ�����c����˹���ɣ������ƣ���Ѽy���L���ʵ��A�y�������Ϻ���ͨ��W���X�Ͻ�о�����r�הD�������M���˷��棬������ѭ�h�d�������µ�ƣ�ډ��������M��ԇ���C[40]��
����Bahloul[41]���о�����ˮƽ���^ӯ��ϳߴ�͔U��ֱ�����Ѽy��߅ȱ������ԇ��ƣ�ډ�����Ӱ푣�������Ԫ�����c���ؿ��_�ɿ��Է���������Y�ϣ��о��l�Fֱ���� 6mm ���^������Ͽ��и��ߵ���Ч�����������ֲ����ߵ�ƣ�ډ�����ᘌ���ͬ�^ӯ��ϳߴ磬�о������˵ȸ��� S-N �����Ϳɿ���-��������������m����D������ƣ�ډ����A�y�ṩ���g֧�֡�����[42]�ڻ�������Ԫ�����@�� TC4 ���Ŀװ�ƣ�ڔ�����ͨ�^�۷e�p���ʄt���F���o���d���V�µĉ����A�y���������˷Ǿ����۷e�p��ģ�ͣ��A�y�Y����ԇ�ֵ�ı�ֵ�� 0.5~2 ���ȣ��D 16 �鏊��ǰ�����Ŀװ�ƣ�ډ����A�y�ĽY�����Ͼ����պ����W���_�p�r�מ��о������_չ����D��������ƣ�ډ��������о����_�l��ƣ�ڏ����A�yܛ�������������r����D������ƣ�ډ����A�yϵ�y�����r����D������ƣ�ډ������A�y�о��ṩ��˼·[43, 44]��
����3.2 ��ƣ�ډ�������Ĺ�ˇ�l��Ӱ�
����Ӱ���D���������ƣ�ډ�������Ĺ�ˇ�l����Ҫ�������D�����IJ��ό��Ժ͎γߴ硢о���Y���͔D�������r��ȼ��D����ʽ�ȵȡ����P�о��������y��s�r�����ڔD����С��ƣ������Ч�����ޣ����^��ĔD���������r�ױ��דp�����a���ѼyԴ������ 0.5mm �����������D�����ĉ����r�ף���ƣ�����淽���ǂ��y��s���� 3 ������[45, 14]��Yan[46]������ AISI 4130 ��r�� 7050-T7451 �X�Ͻ��ĵ�����Ԫģ�ͣ�Ӌ����ƣ���Ѽy�κˉ�����ԓ�������w�Cœ�����B��������ܺ��i�o�C���Ŀ�̎�M������ʾ���о��Y����������D���������Ѽy�κ˵�ƣ�ډ�����ߞ� 6.6 �����Ѽy�Uչ��ƣ�ډ�����ߞ� 4.9 ����
������С�x����ᘌ�7B04-T651 �X�Ͻ�ԇ���M������D������ģ�M���õ��˲�ͬ�D����ʽ�²��ϵ�������������D 17 ��ʾ[47]��ԓ�о���C���r�������Ʋ����S�����ӷ���ă��ݣ��Ķ������ԇ����ƣ�ډ��������ΔD���������g�����ڱ��C�������ď���Ч���£����F�r���c�ױڵľo����ϣ��Ķ���Ч����B�Ӽ���ƣ�ډ���[48]��
����4 �r����D���������R���P�I���}
�����mȻ��D���������g�S���о��IJ������룬���о��ɹ�Ҳ�ڲ�����S����Ȼ�������r���ڿ���D���������g�����^�������䉺���r����D���Ļ��A�о����ӅT���������r����D���������g�ڌ��H���a��ˇ���д�����Ҫ��Q���P�I���}����Ҫ�����ׂ����棺
����(1)�P����D���������g�����ͳɹ������ڌ���ֵģ�M���Y����Ҏ�ɿ��Y�ϣ�ȱ�����P����������Ч���Ķ������������Ҵ�ཨ�������W����ģ��δ���]���d�����c���H����Ч������^��(2)ᘌ���D�����������������о���Ŀǰ��������о��Y�������dž�һ���،����������ֲ��Y����Ӱ푣����]��ȫ�濼�쏊���^���ж�������������Ì����������ֲ��Ĺ�ͬ���á�(3)�������������о����۽��ں��^�����W���Եķֲ�Ҏ���ϣ�������D���^���б����������ϽM������Ҏ�əC����ʾ���о��^�٣���ˌ��r����D�������^�C���о�߀�������롣(4)ᘌ���D������ƣ�ډ������о���Ŀǰ�W����Ҫ���������Ô�ֵģ�M��ƣ�ڌ��ķ������u��ƣ�ډ�����ֵ�ϣ�����������ԇ�����d��������ƣ���Ѽy�����L�C���о��^�١�(5)����ƣ��ԇ�������M�r���M����ȱ�c�����r����D��ƣ�ډ����Ĝʴ_�A�yĿǰ�����о����y�c��ᘌ��r����D��ƣ�ډ��������A�yģ���cϵ�y���_�lҲ��ؽ����Q�Ć��}��
�������ٹ�ˇՓ��Ͷ�壺�X�Ͻ�Փ�İl����Щ�����ڿ�
����5 δ���lչڅ��
�����������H���a��ˇ���������r����D���������gδ����Ҫ�ڏ���Ч����ƣ�ډ������桢������ˇ������ƣ�ډ����A�y�ȷ����_չǰ���о�����Ҫ�w�F��������Ҫ����(1)����Ч�����������c���W����ģ��;(2)��D�������^�C����ƣ���Ѽy�C��;(3)�����r����D����ˇ�����ă���;(4)��D���P�I�������P��Ϸ���;(5)���������cƣ�ډ��������A�yϵ�y��6 �Y�Z�Y������D�����g�nj��F�䑪����ƣ�ڏ�������Ҫ�ֶΣ��������w�����Y������Ч�����a���@����Ӱ푡����ķ������r����D��������ˇ�����Y���r����D�������C������ʾ����D�������Б������^�M��׃���C�ƣ��w�{����D������ƣ�ډ������о��Mչ����������r����D���������R���P�I���}��δ���İlչڅ�ݡ�
���������īI:
����[1] HUANG W, WANG T, GARBATOV Y, et al. Fatigue Reliability Assessment of Riveted Lap Joint of Aircraft Structures [J].International Journal of Fatigue, 2012, 43: 54-61.
����[2] SHI P. Corrosion Fatigue and Multiple Site Damage Reliability Analysis[J]. International Journal of Fatigue, 2003, 25(6): 457-469.
����[3] Ѧ�P÷����������꣬��. 7050-T7451�X�Ͻ��B�Ӱ�������������c�����g��ģ�M�����c����о�[J]. ϡ�н��ٲ����c����, 2013, 42(9): 1767-1772.XUE Feng-mei, LI Fu-guo, FAN Juan, et al. Experiments and Simulations on Tensile Properties and Fracture Toughness of 7050-T7451 Aluminum Alloy Hole Specimens [J]. Rare Metal Materials and Engineering, 2013, 42(9): 1767-1772.
����[4] LIU Y S, SHAO X J, LIU Jun, et al. Finite Element Method and Experimental Investigation on the Residual Stress Fields andFatigue Performance of Cold Expansion hole [J]. Materials & Design, 2010, 31(3): 1208-1215.
�������ߣ������� 1, 2������� 1�������w 1���Ƃ� 2���DZ�ȫ 1
SCI�ڿ�Ŀ�
���T�����ڿ�Ŀ�
SCIՓ��
- 2025-03-08һƪSCI/SSCIՓ�ď�Ͷ�嵽�����
- 2025-03-08SCIՓ��Ͷ���ʽҪ������Щ?����
- 2025-03-07Journal of Cleaner Production
SSCIՓ��
- 2025-02-28�������о����IӢ��Փ�Ŀ��x��
- 2025-02-19Cogent Education�ڿ��օ^��Ӱ�
- 2025-02-10���܌��I���ٰl��ssciՓ�ĵ�����
EIՓ��
- 2025-03-05EI���h���İlՓ�ģ����ָ��
- 2025-03-01EI���hՓ��ֵ�ðl��?2025EI���h
- 2025-02-28EI���hՓ���ڇ������Ă����e
SCOPUS
- 2025-02-07ʲô��ȫ���͔�����?scopus����
- 2025-01-24scopus�l�����¸�ʽ��ָ��
- 2024-11-19Scopus��䛵Ľ���������ڿ�
���g��ɫ
- 2024-11-22���H�����ڿ��l��Փ�đ�ԓ��ʲô
- 2024-11-22���H���Ľ̎����ڇ��H�����ڿ��l
- 2024-11-22���H�����ڿ��u�Q���J��
�ڿ�֪�R
- 2025-03-08�挦������ġ��ϴ���ġ�SCI��S
- 2025-03-072025�걱����ĵ�����Ŀ�����һ
- 2025-03-06�Ї�����ƌWͶ�����]��߀��Ͷ��
�l��ָ��
- 2025-03-07�����t�Y�ϡ��������P����Փ�ķ�
- 2025-03-07���x�����t�Y�ϡ��������P�����x
- 2025-03-06���@��ˎ��I�Ɍ���Փ���x�}